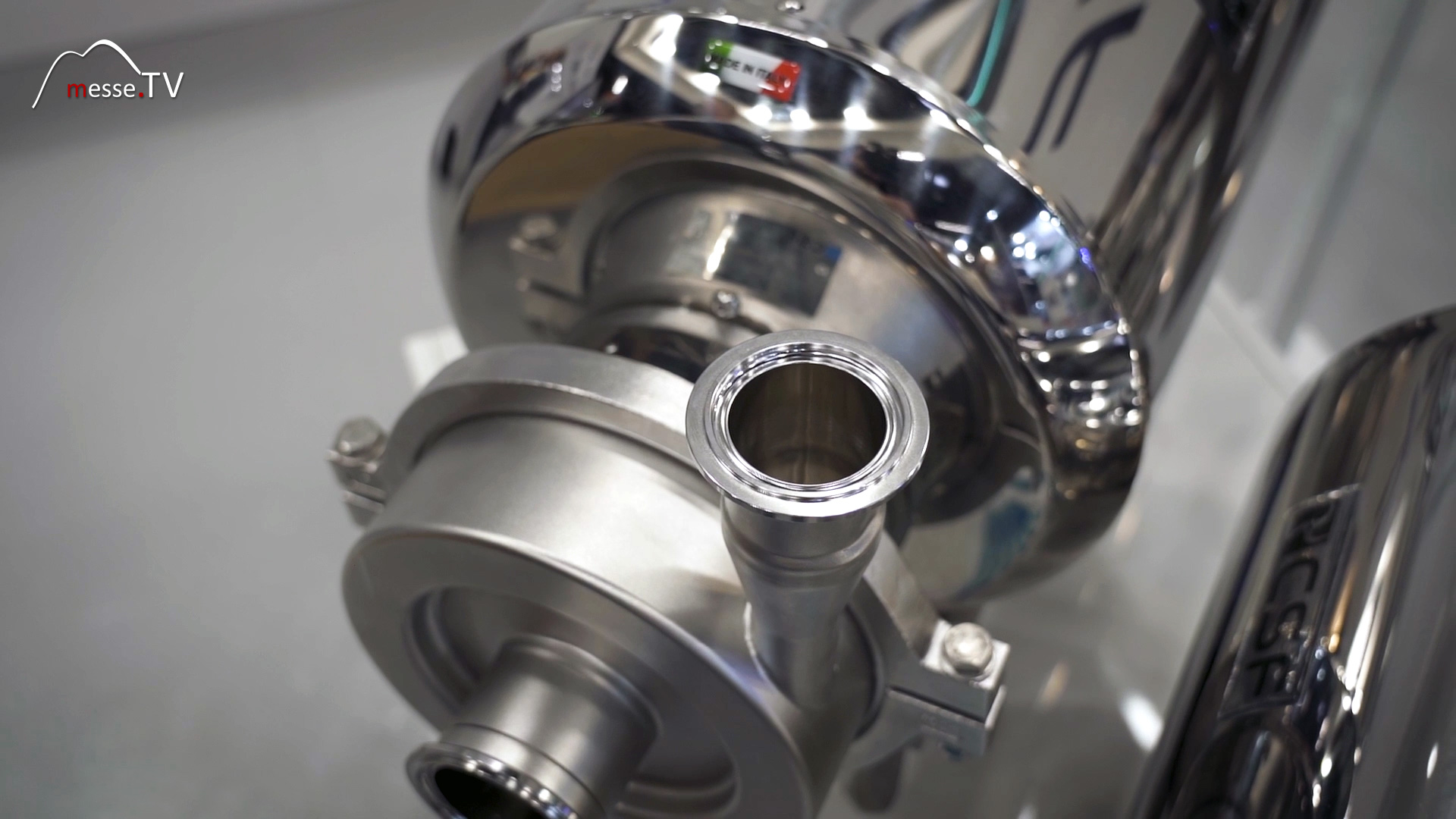
High-pressure centrifugal pump made of stainless steel for hygienic food processes
In the food industry, the demands on process technology are constantly increasing. Higher pressures, stricter hygiene requirements and, at the same time, the desire for more efficient, low-maintenance systems characterize the design of modern production lines.
Particularly in areas such as pasteurization, CIP systems, or demanding transfer processes, pumps must operate reliably without compromising cleanability and product safety. A new high-pressure version of a proven centrifugal pump series has been developed specifically for these applications.


Hygienic pumping under increased pressure
Special standards apply where food and beverages are processed. Pumps are not only used for transport, but are also an integral part of hygienic process chains. Components that come into contact with media must be completely cleanable, dead spaces must be avoided, and materials must remain permanently resistant to cleaning media and temperature fluctuations. Stainless steel is therefore the established material for such applications. The centrifugal pump presented here is consistently designed to meet these requirements. It is used wherever products are conveyed that are ultimately consumed by humans. Typical applications can be found in breweries, dairies, general food processing, and related areas such as the pharmaceutical industry. The new design is particularly relevant where higher pressures are required, for example in thermal treatment processes or in closed circuits with demanding pressure conditions.


Further development of an established pump technology
Technologically, the high-pressure variant is based on an already established centrifugal pump series that has been in use for years in numerous applications. This series has proven itself through its hygienic design, good efficiency, and reliable operation. The new version takes up this basic concept and expands it specifically for applications with increased pressure levels. With approval for operating pressures of up to 25 bar, the pump opens up areas of application that previously required either special solutions or additional aggregate stages. This allows for more compact system designs, simplified process steps, and fewer interfaces. For operators, this means greater process stability with lower system costs.

Design for CIP cleaning and process reliability
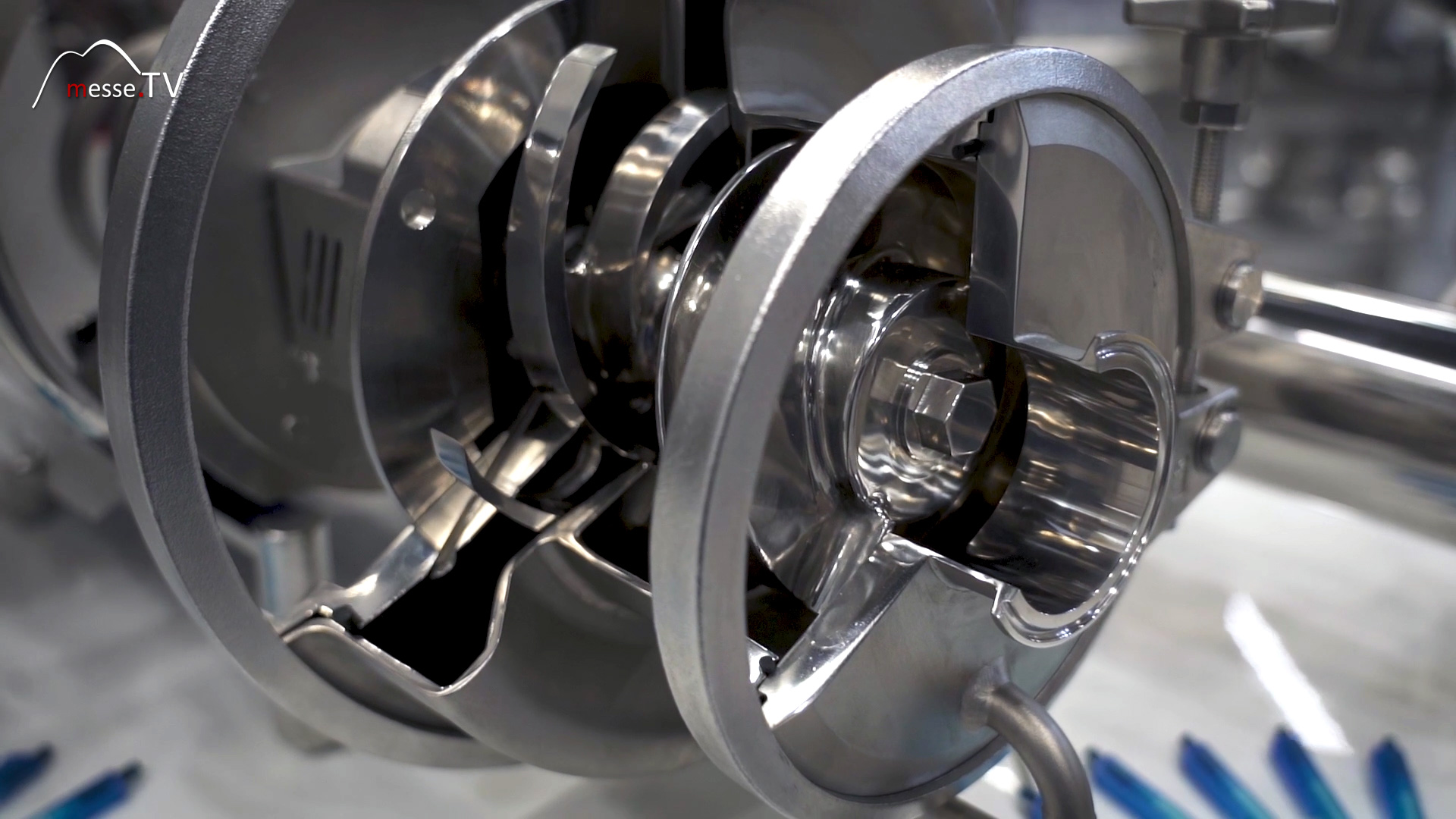
A key design feature of the pump is its complete CIP cleanability. All surfaces that come into contact with the medium are designed so that they can be cleaned without leaving any residue. The geometry avoids dead spaces where product residues could accumulate and supports reproducible cleaning processes without dismantling. In addition, the entire design is geared towards long-term use under demanding conditions. The housing is robustly dimensioned to remain dimensionally stable in the long term, even at elevated pressures. At the same time, the pump meets all relevant requirements and certifications demanded by the food industry. Its technical features include:
- Fully stainless steel construction for hygienic applications
- Approved for pressures up to 25 bar
- CIP-compatible design without dead spaces
- Very good efficiency compared to similar hygienic pumps
- Low inlet flow required thanks to favorable NPSA values

Efficiency and protection of the system
In addition to hygiene, efficiency plays a decisive role. Especially in continuously operated systems, every increase in efficiency has a direct impact on energy consumption. Despite its hygienic design, the high-pressure centrifugal pump achieves very good efficiency levels. This is particularly relevant because, due to their design, hygienic pumps often have disadvantages compared to standard industrial pumps. Another advantage is the good NPSA values. The pump requires only a low inlet head to operate reliably. This reduces the risk of cavitation, protects the components, and extends the service life. In practice, this allows for more flexible plant layouts and increases operational reliability, especially in confined spaces or complex process routes.
Ease of maintenance and global availability
Maintenance and spare parts supply are key factors in everyday industrial operations. The pump is deliberately designed to work with standard components. Seals and wear parts are not custom-made, but are readily available worldwide. This facilitates maintenance work and reduces downtime. This aspect is particularly relevant for internationally active operators. Production sites in different regions can work with identical technology without having to rely on special spare parts chains. Maintenance concepts can be standardized, which reduces both costs and organizational effort.
Classification within the CSF Inox Group
This high-pressure centrifugal pump was developed within the CSF Inox Group, an Italian group of companies specializing in process technology for the food industry. The group develops pumps, valves, and heat exchangers that are specifically designed to meet hygiene requirements. The CSF Inox Group combines the expertise of several companies and is also present in German-speaking countries through its sales structures. The new pump design shows how existing technologies are being specifically developed to meet new practical requirements. At the same time, the core design remains unchanged: durable stainless steel products, CIP-compatible designs, and a clear focus on efficiency and process reliability. With this high-pressure centrifugal pump, the CSF Inox Group is expanding its portfolio with a solution that is specifically designed for applications with increased pressure requirements and meets the high hygienic standards of the food industry.
























Trade fair reporting Germany - Trade fair knowledge, dates & events