Twin-shaft shredder for construction waste, wood and recycled materials
by Andreas Bergmeier - 2026-06-11The demands placed on modern recycling plants are constantly increasing. Materials must be processed as efficiently as possible, recyclable materials recovered and transport distances reduced.
At the same time, operators expect robust machines that can process a wide variety of material streams whilst remaining cost-effective. At Ifat Munich, Simba is presenting a new twin-shaft crusher developed specifically to meet these requirements. The machine is aimed at companies in the recycling industry, the demolition sector and the processing of construction and commercial waste. Its range of applications extends from wood and construction waste to mixed waste fractions containing metal.


Komplet Simba processes a wide variety of materials
At the heart of the concept is the new Simba twin-shaft shredder. The machine operates with two shafts, each around two metres long, which shred the feed material. It utilises an asynchronous gearbox and specially optimised shaft geometries, enabling continuous material intake. The plant is typically fed by wheel loaders or excavators. The material enters the feed hopper via a tipping hopper and is then shredded between the two shafts. The system is designed for a wide variety of input materials:
- Construction waste and concrete residues
- Wood and waste wood
- Household and commercial waste
- Mixed waste from demolition projects
- Materials containing steel or metal


Screening system produces defined particle sizes
A key feature of the plant is the combination of crushing shafts and interchangeable screens. Together, these determine the final particle size of the output material. Whilst the shafts break up and crush the material, the screens below ensure that only sufficiently small fractions are conveyed onwards. This produces defined particle sizes that can be used, for example, for reuse or further processing steps. According to the manufacturer, particle sizes such as 0–65 or 0–80 millimetres can be produced. The processed material can then be reused in the construction industry or fed into further recycling processes. For operators, this means greater flexibility, as different requirements can be met by swapping the baskets.


Magnetic separator separates steel and reinforcement
The separation of metals plays a central role, particularly in construction material recycling. That is why the Simba features an integrated magnetic separator on the discharge conveyor. As the crushed material is transported along the conveyor belt, steel parts, nails, reinforcement bars and other ferromagnetic components are automatically separated. This results in cleaner material fractions that are easier to process further or market. This function is particularly important when processing concrete rubble. Reinforcing steel is reliably removed, whilst the mineral material can be used as a recycled building material.
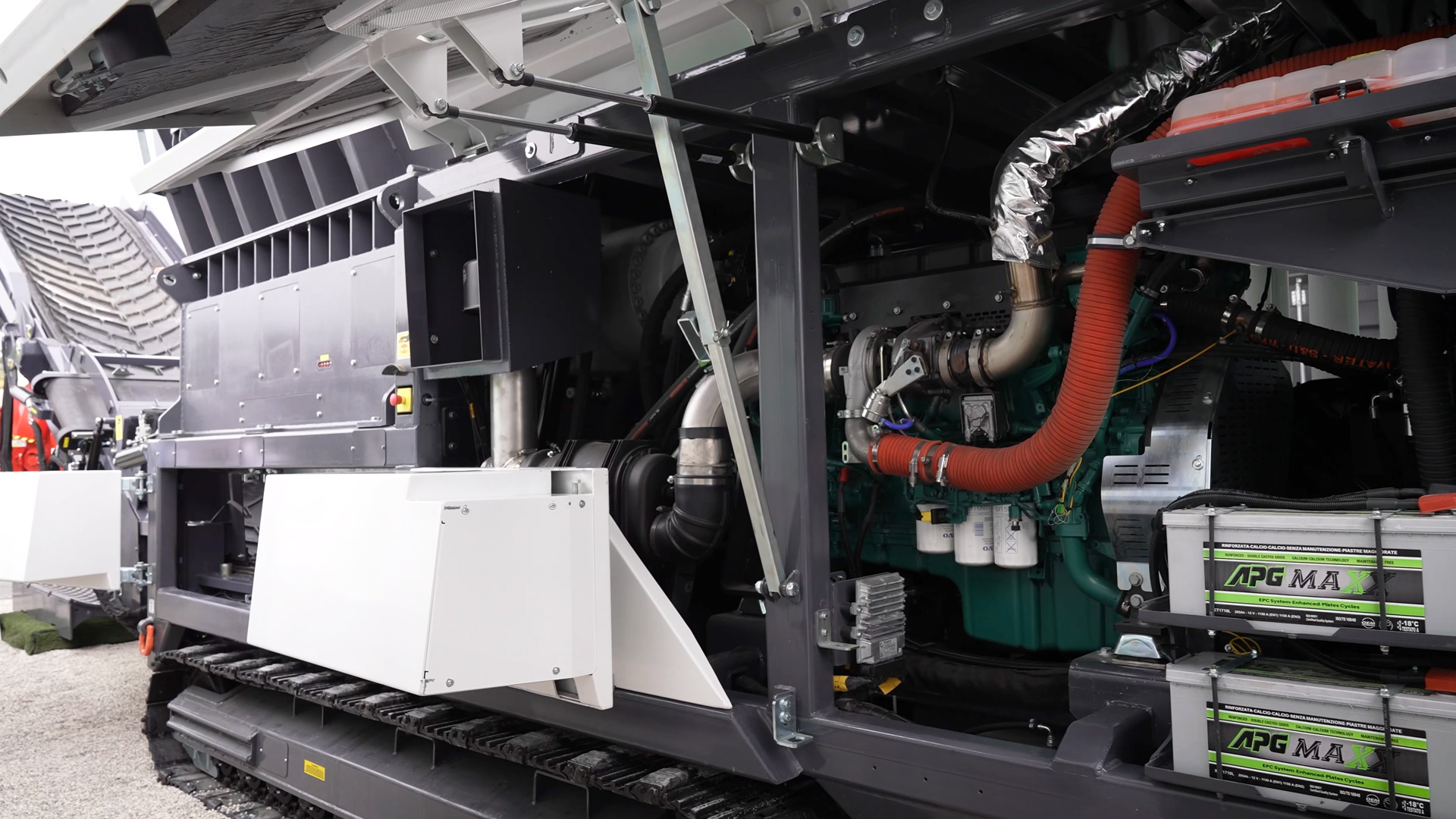
Compact design despite high performance
With a 420 hp six-cylinder engine from Volvo Penta, the plant is one of the most powerful in its class. At the same time, the manufacturer aims to maintain the machine’s mobility. The base weight is just under 26 tonnes. Depending on the equipment, the plant can weigh up to 28 tonnes. Despite these performance figures, transport remains relatively straightforward. The discharge conveyor can be folded away, meaning that in many cases no heavy-duty transport is required. This combination of high engine power and compact transportability makes the plant particularly attractive for companies that regularly move their machines between different job sites.

Komplet focuses on ease of operation and serviceability
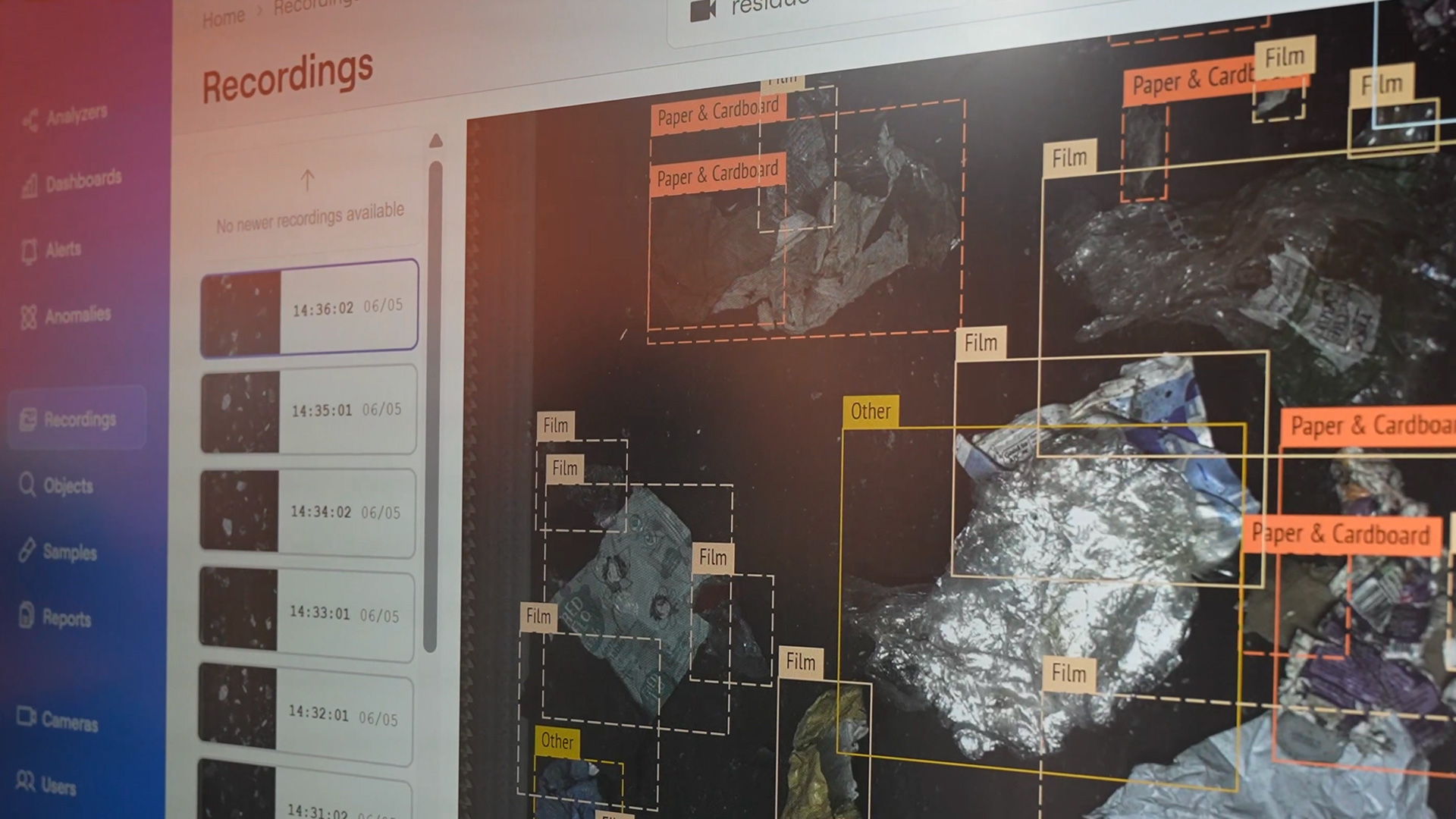
In addition to the actual shredding process, attention has also been paid to operation. Control is via a radio remote control. A touchscreen display is also available directly on the machine. Another key focus is on serviceability. The screen baskets can be extended and retracted hydraulically. This allows replacement work to be carried out significantly faster than with conventional solutions. The option of remote maintenance is also provided for. Although systems using artificial intelligence do not yet play a central role in this machine class, digital diagnostic capabilities are becoming increasingly important. For operators, this means shorter downtimes and faster support in the event of a service call.
Electric drives as the next stage of development
The plant currently relies on a conventional diesel engine. At the same time, the industry is actively exploring alternative drive concepts. Electric machines are becoming increasingly important, particularly where emission regulations are tightening or a direct power supply is available. However, electrification remains a technical challenge for high-performance mobile crushing plants. Large amounts of energy must be provided without restricting the machine’s mobility. Nevertheless, it is expected that electric solutions will also gain greater significance in the field of mobile recycling technology in the coming years. The Simba already demonstrates the direction in which modern processing plants are developing: high performance, flexible material processing, efficient separation of recyclable materials and the most economical possible operational processes.



















Trade fair reporting Germany - Trade fair knowledge, dates & events