CEM Microwave Laboratory Technology: Innovative container technology for your laboratory applications
by B. Velonavy - 2024-11-24CEM GmbH is a leading company in the field of microwave laboratory technology and has been developing innovative microwave systems for instrumental analysis, process control, life sciences, peptide and chemical synthesis for over four decades. With over 30,000 devices in use worldwide and numerous patents, CEM underlines its pioneering role in the industry. The company's European center is located in Kamp-Lintfort on the Lower Rhine, where sales, service, application development, training and research and development for German-speaking countries are coordinated.



Microwave digestion technology: Innovative solutions for demanding applications
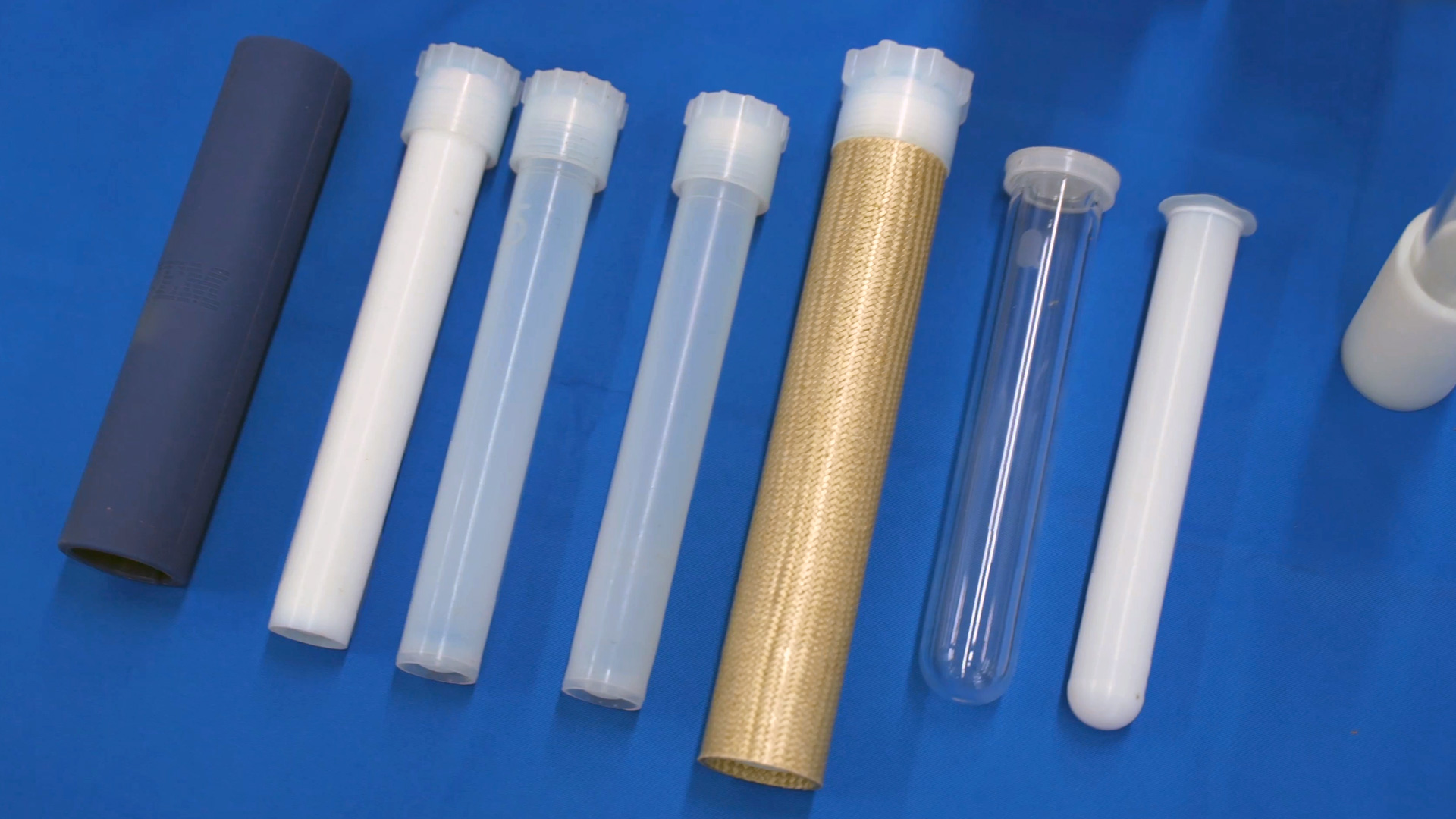
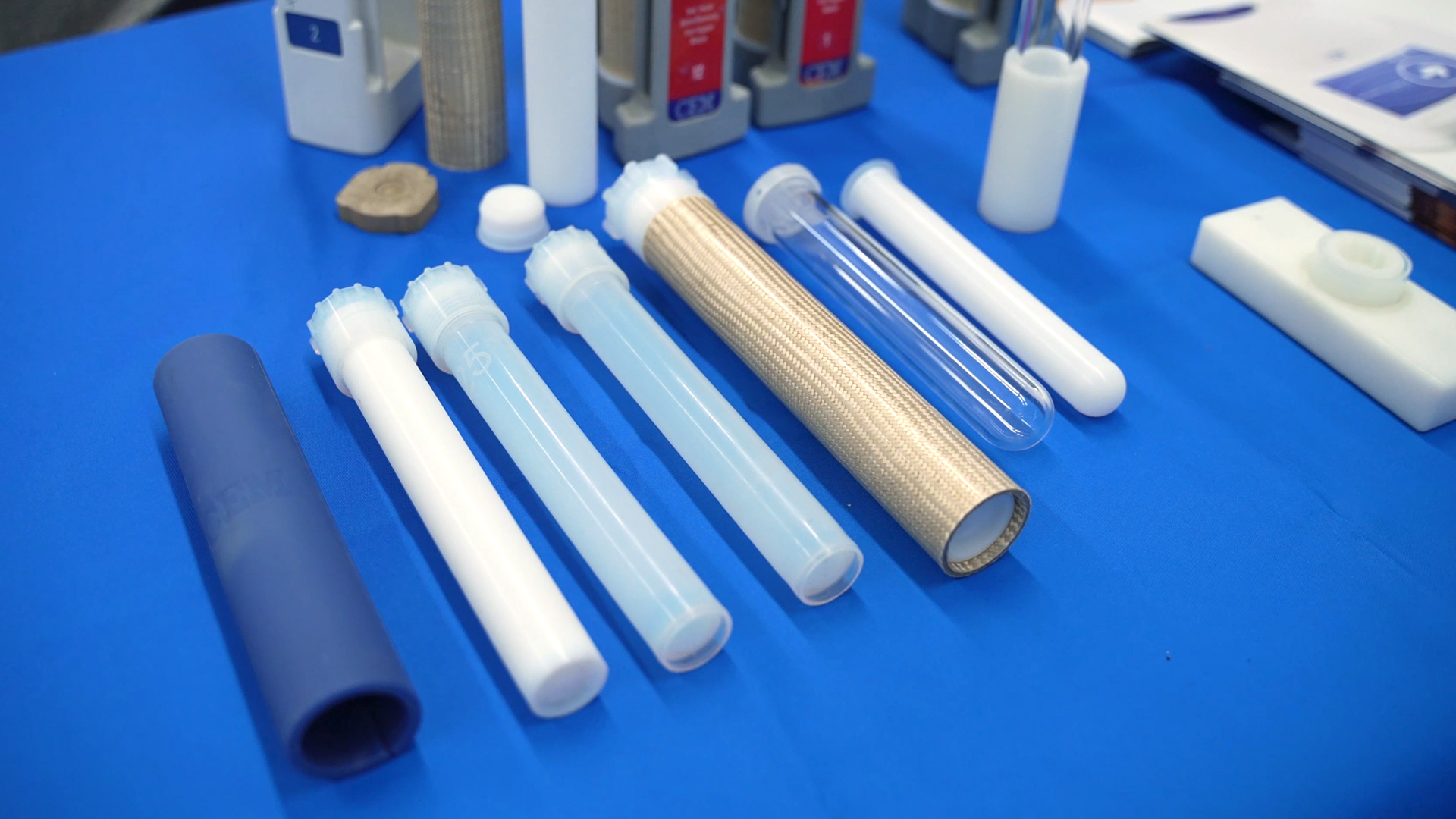
Microwave digestion technology offers reliable solutions for analyzing and processing a wide range of sample types. One highlight is the robust container technology, which can easily cope with high temperatures and aggressive acids. Teflon vessels, which can withstand temperatures of up to 300 °C and high pressures, enable hydrofluoric acid digestion and the processing of challenging materials such as fly ash. The ease of use and the ability to perform highly specialized digestions make this technology an indispensable tool in modern laboratories.


Blade system: Efficiency through innovative container technology
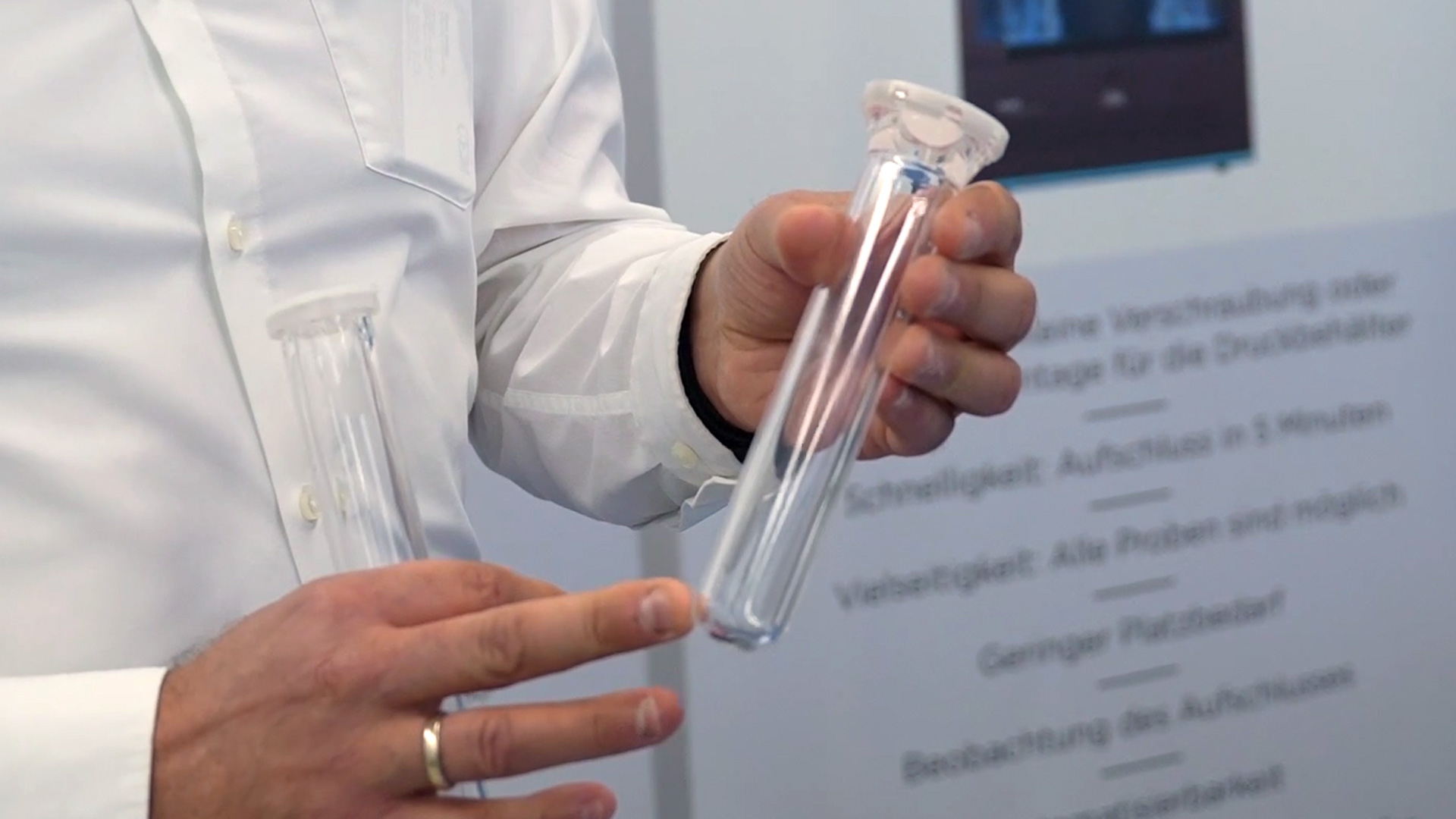
The blade system is based on quartz vessels and is characterized by simple handling and robust technology. With just two components and a practical snap-on lid, it offers an uncomplicated way to prepare samples for digestion. Thanks to an autosampler, samples are processed sequentially, making the workflow in the laboratory much more efficient. This solution is ideal for laboratories that require precise and fast results.

The future of sample processing: full automation and large-scale requirements
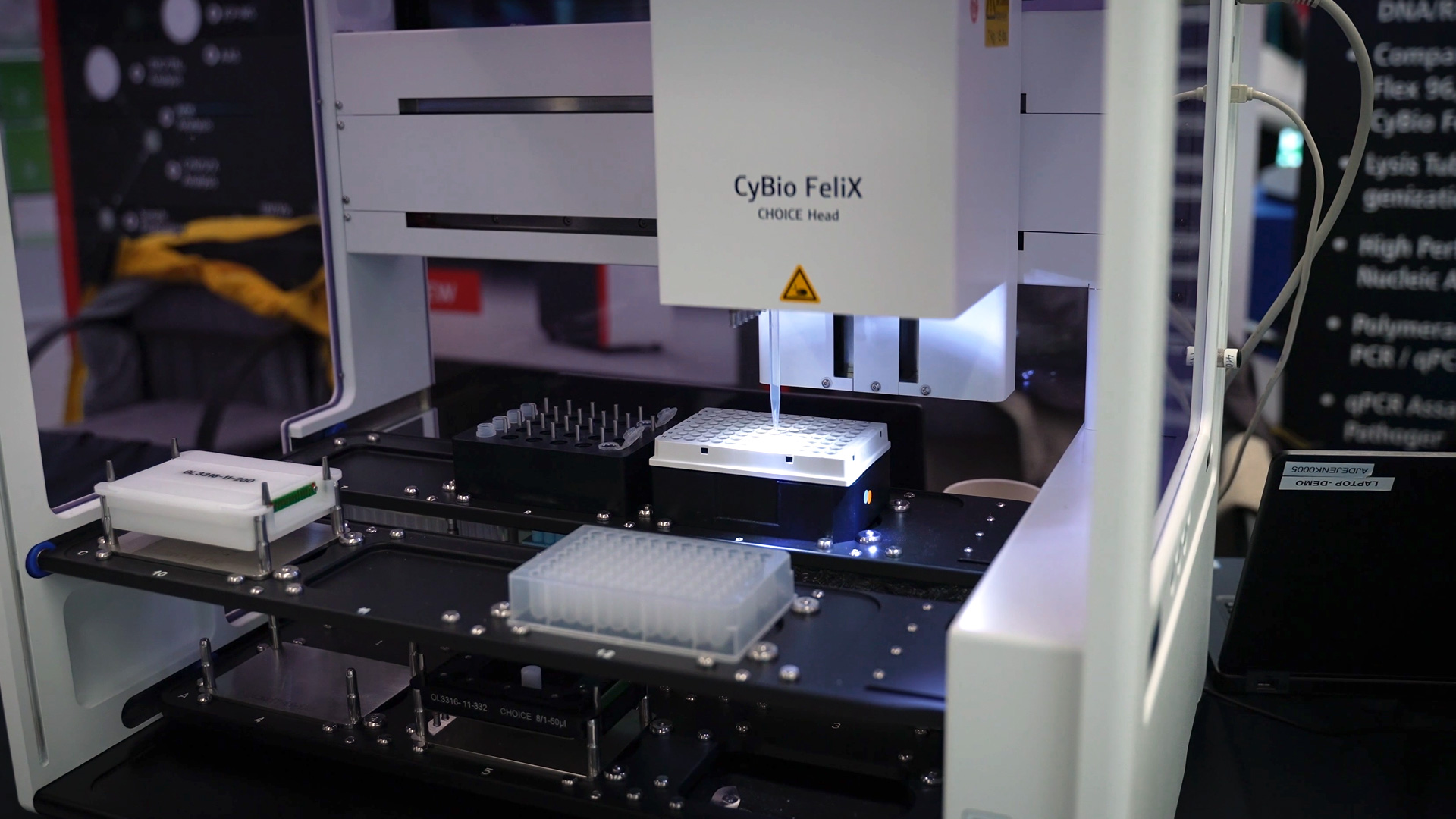
The next generation of microwave digestion technology brings complete automation. Systems that can hold up to 24 samples can be expanded with robotics to process 500 or more samples sequentially. This development is aimed at large laboratories and industrial applications with high sample throughput. The blade system remains a central unique selling point that combines efficiency and innovation and will play a key role in shaping the future of laboratory automation.













Trade fair reporting Germany - Trade fair knowledge, dates & events