Oiling units for blank coating with valve monitoring
The coating of blanks is an unassuming yet crucial step in sheet metal forming. At Euroblech, Amtec is showcasing a solution that addresses precisely this issue.
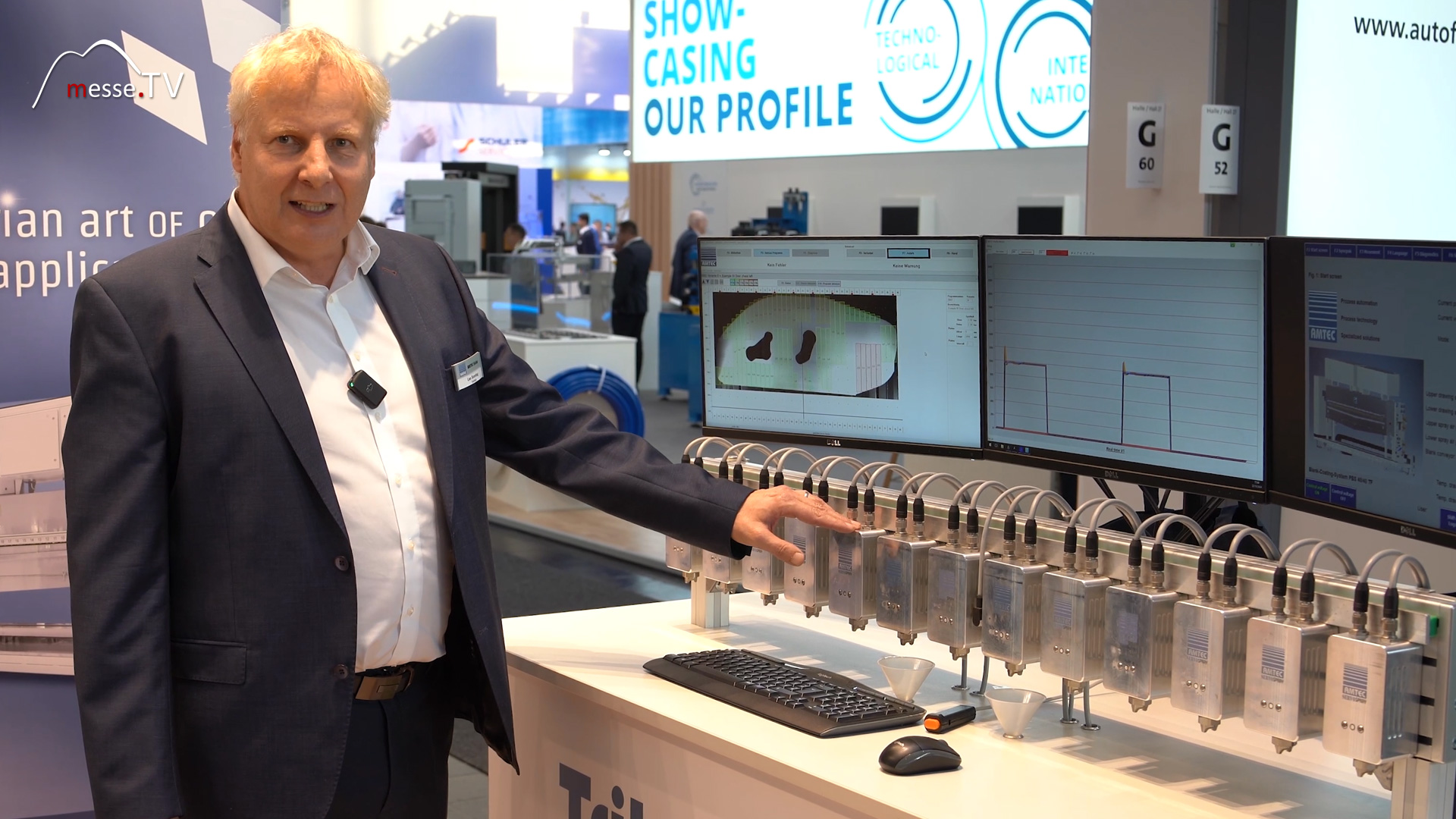
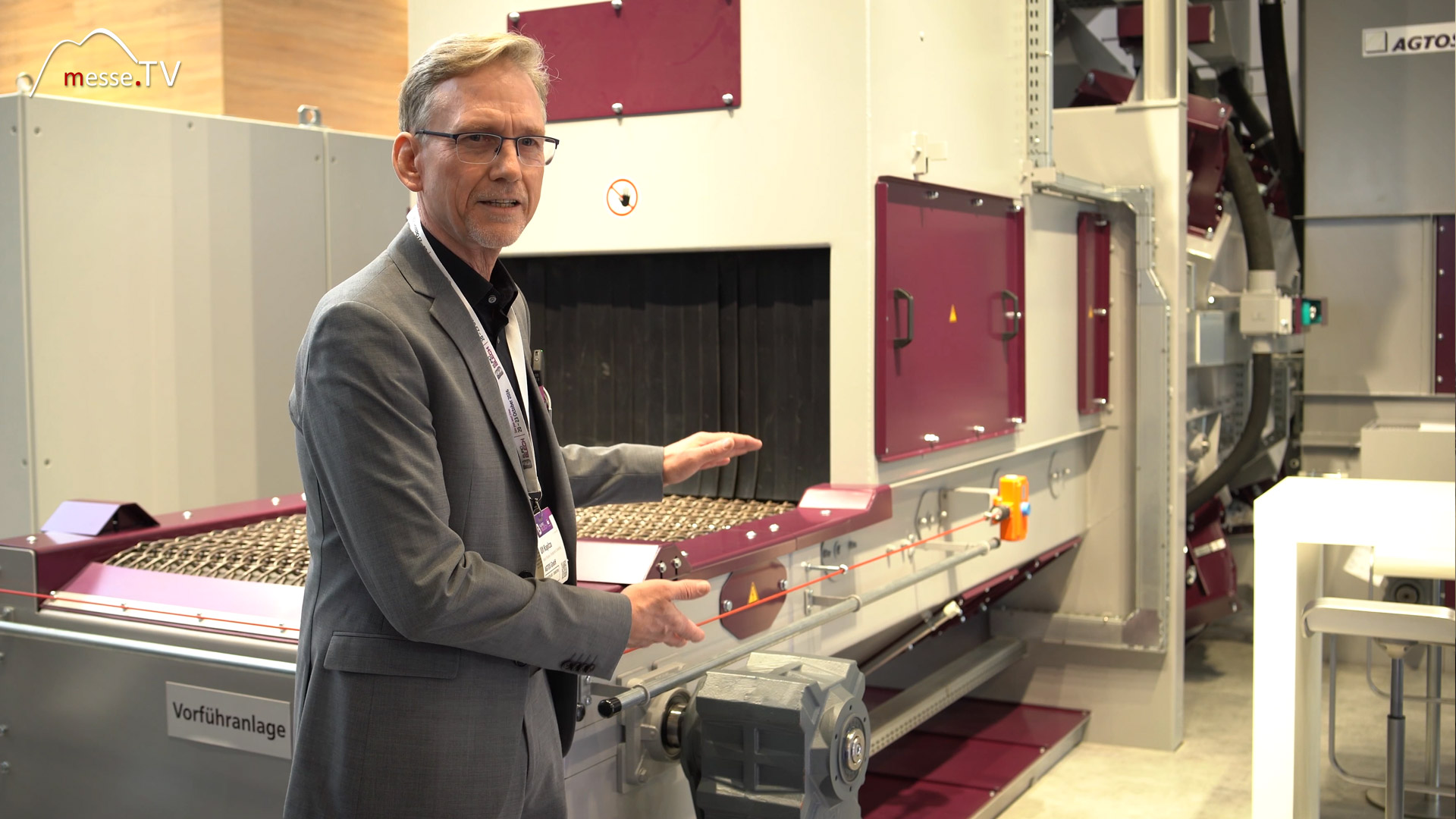
An oiling unit is deployed upstream of press lines and ensures that blank blanks – i.e. cut-to-size sheets – are evenly coated with lubricant. This is essential to ensure that the material flows in a controlled manner during subsequent forming and that no surface defects occur. At first glance, the machine looks like a standard unit in the process. In reality, however, it plays a key role in quality assurance, as it not only applies the lubricant but also monitors the process simultaneously.

Amtec lubricator with valves for uniform coating
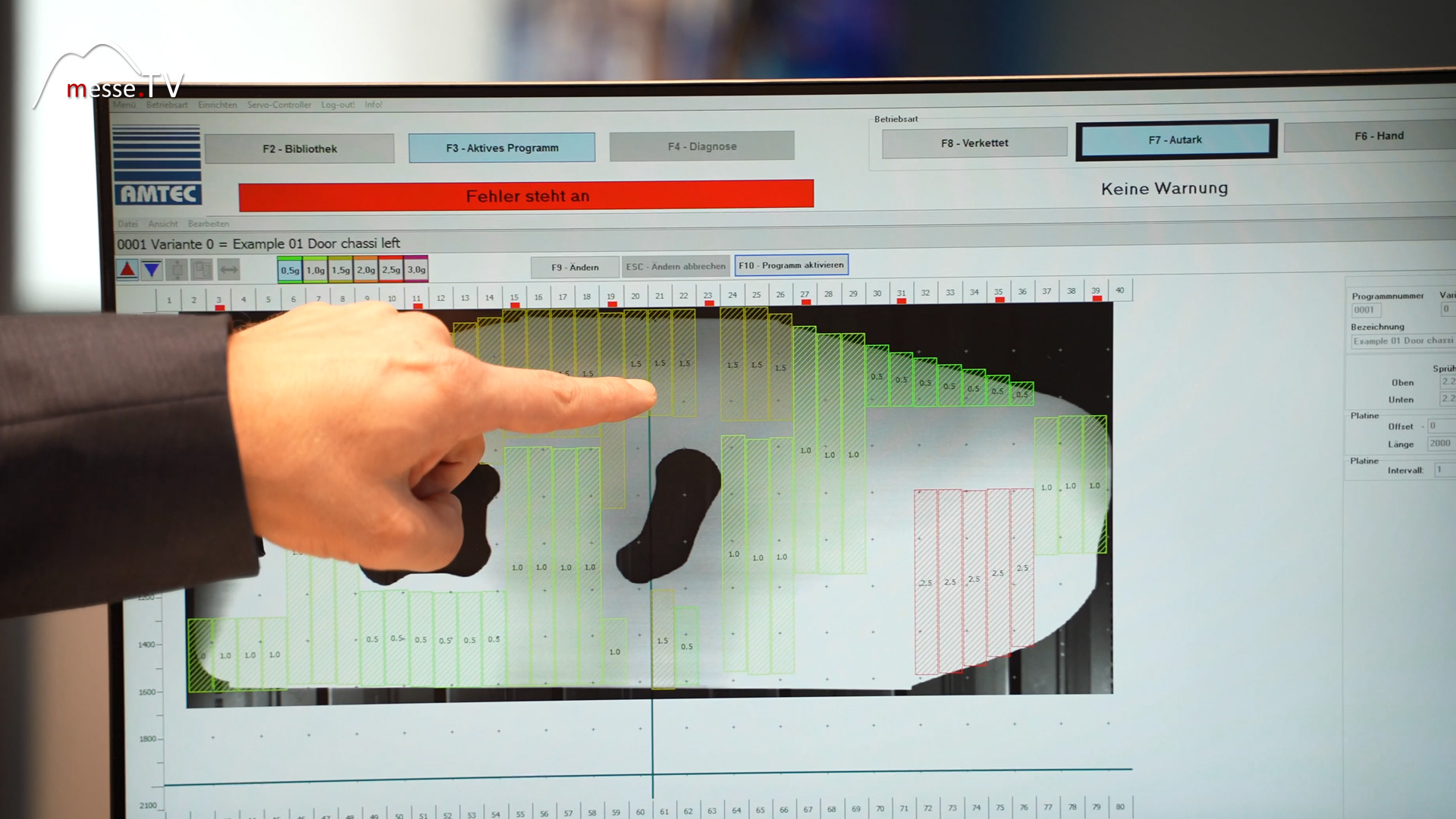
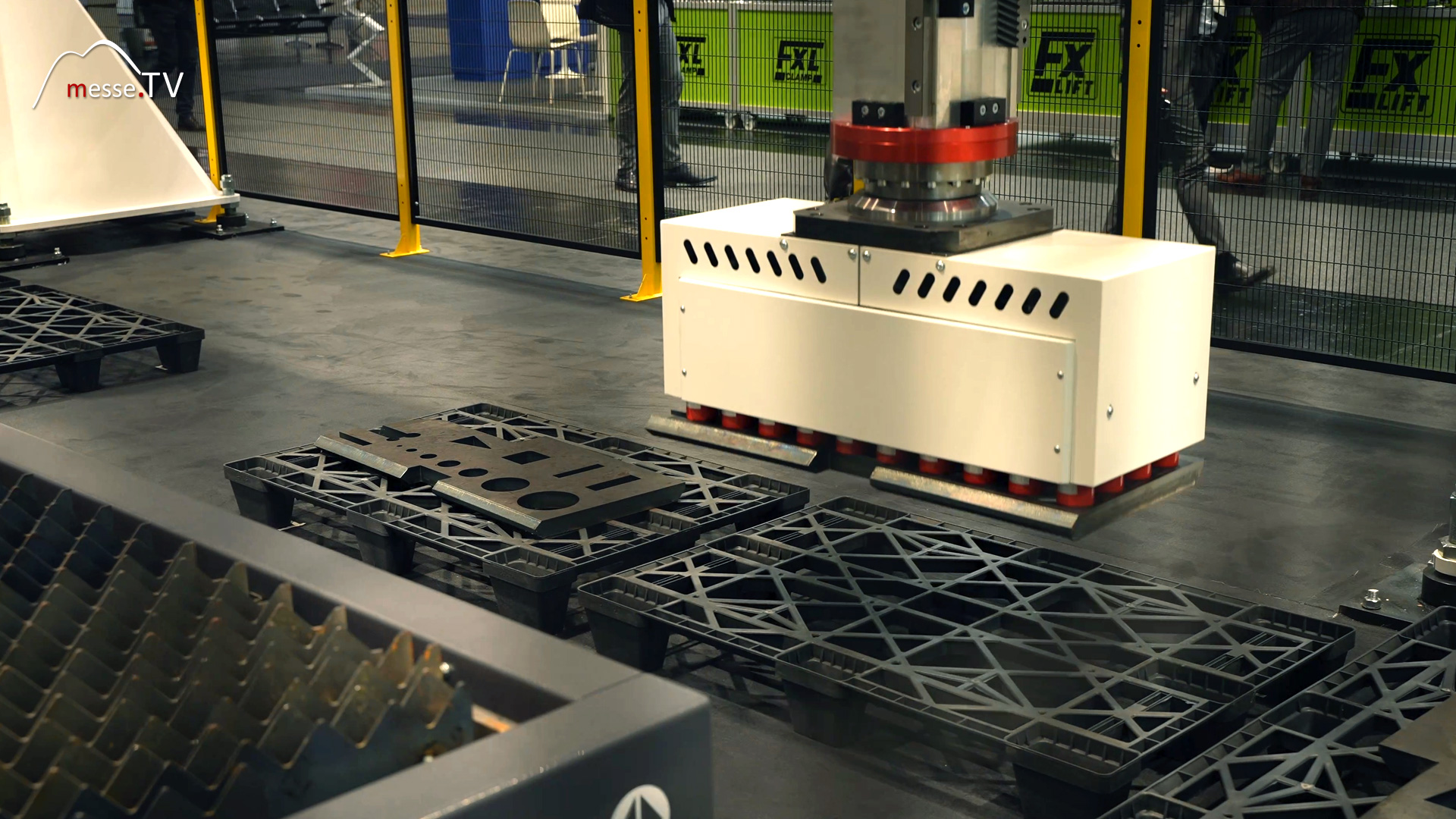
Amtec relies on a large number of individually controlled valves in this system. Up to 80 units are installed – 40 above and 40 below the passing sheet metal. This arrangement enables targeted distribution of the lubricant across the entire surface. The coating is not applied uniformly across the entire surface, but according to defined patterns. Depending on the component, it is determined where more or less lubricant is required. This distribution is programmed in advance and then implemented automatically. The principle is simple to describe, but technically demanding: too little lubrication leads to increased wear and uneven forming, whilst too much lubrication can also disrupt the process. Quality therefore depends directly on the precision of the dosing.


Valve monitoring as a central element in operation
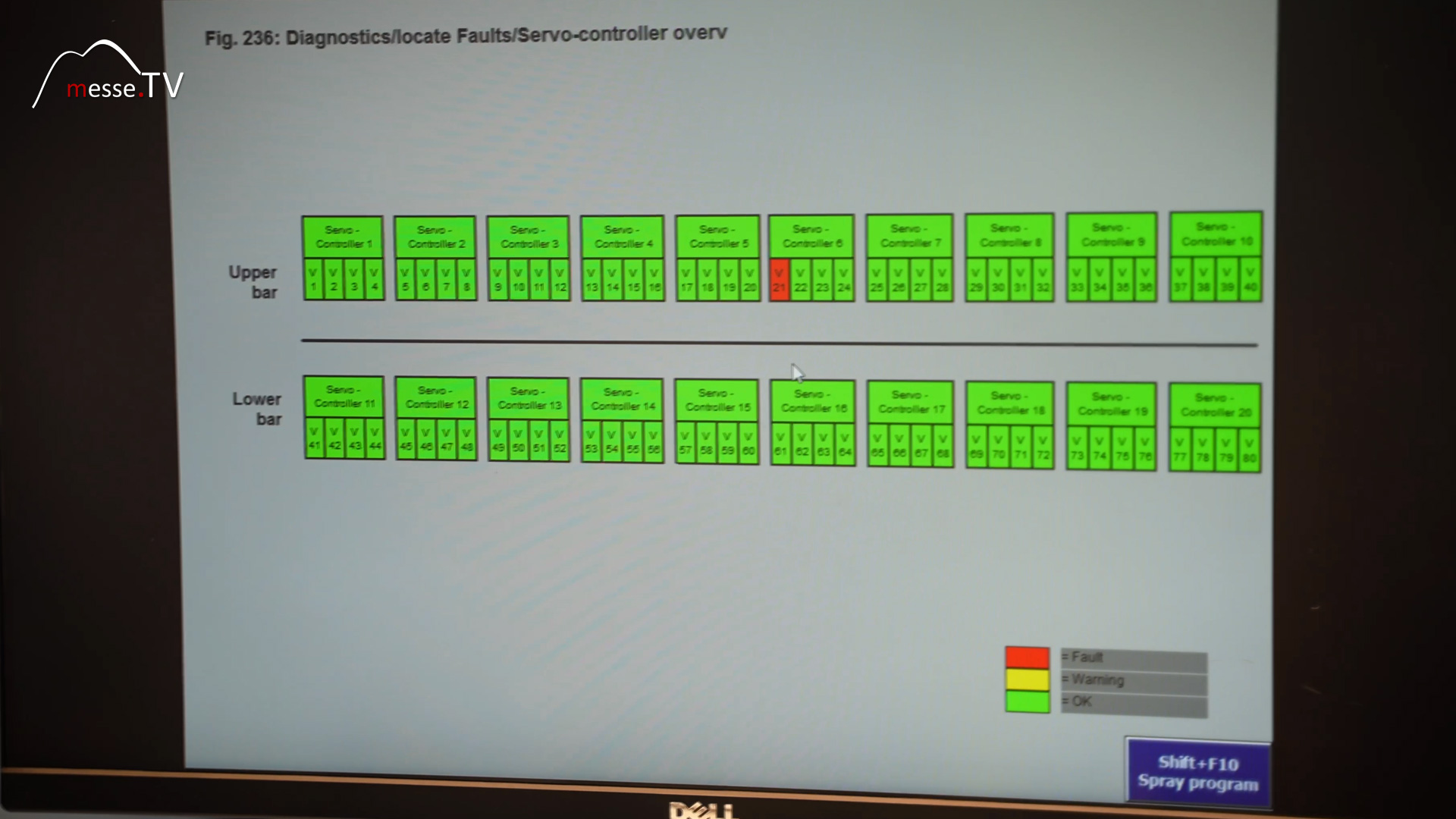
A fundamental problem in such systems is the lack of transparency. Operators are often unable to assess with certainty whether individual valves are working correctly. Deviations initially go unnoticed and only become apparent later in the forming process. Amtec addresses this problem with integrated monitoring. Each valve is monitored individually. The machine detects whether the specified lubrication quantity is actually being achieved and whether the spray function is operating correctly. This self-monitoring is directly integrated into the process. It continuously provides data on the condition of the system, thereby creating a basis for rapid intervention. The operator receives not only general feedback, but specific information regarding individual valves.


Sensors and diagrams for monitoring the spray movement
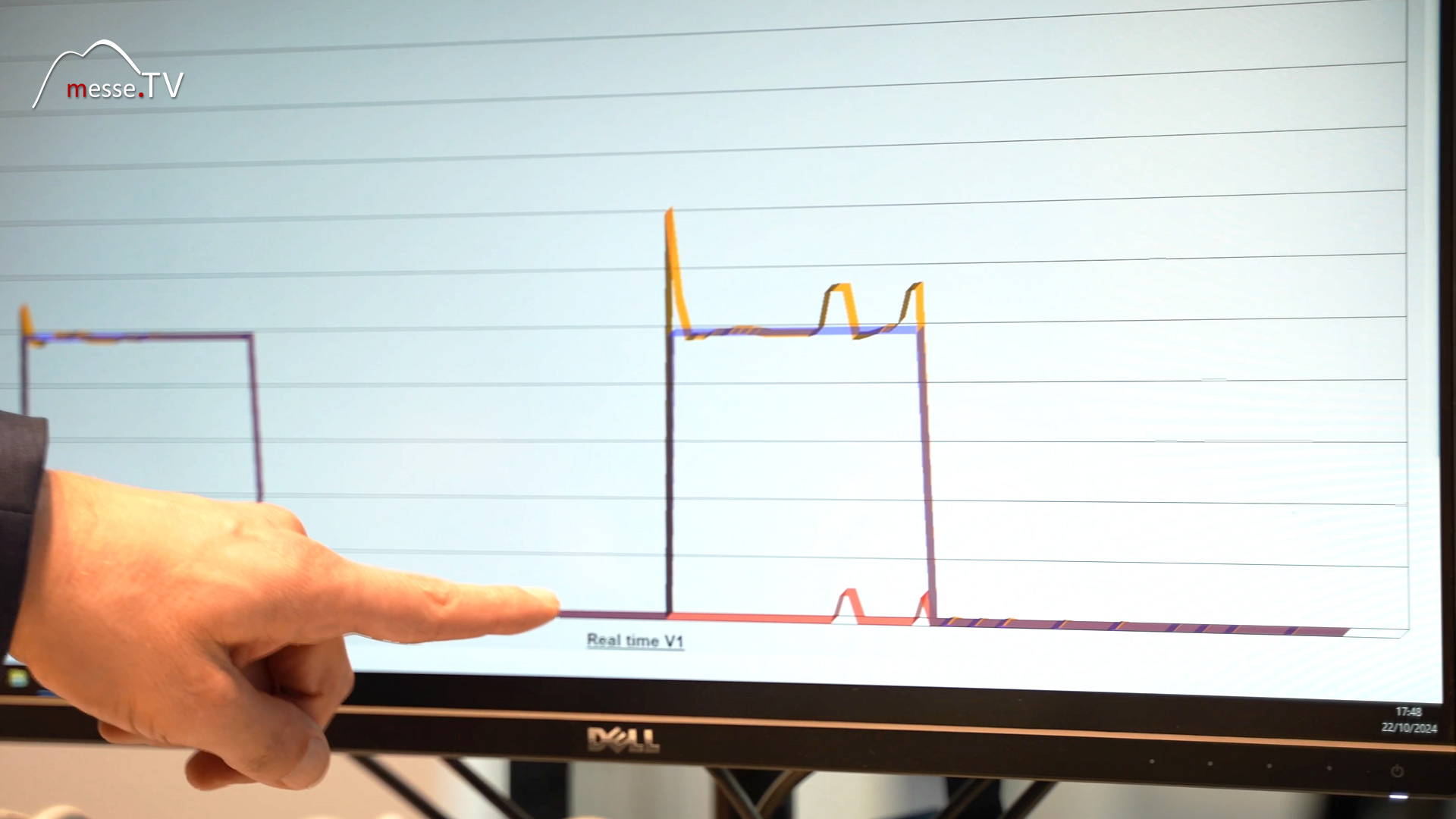
The technical basis of this monitoring lies in the analysis of the spray needle movement. The valves open and close at precisely defined intervals. These movements are recorded by integrated sensors and evaluated in real time. The results are displayed in the form of curves. This allows one to track exactly when a valve opens, how long it remains active and when it closes again. Deviations from the target state become immediately apparent. An example shows how a single valve operates at short intervals to distribute the lubricant precisely. If the spray needle is tampered with or is not functioning correctly, the curve changes. In this case, the machine detects an overdose and reports an error. Typical features of the system:
- Real-time monitoring of every single valve
- Display of the spray movement as a curve
- Detection of overdose or underdose
- Targeted diagnosis of individual components
- Rapid response within seconds

Diagnosis of faults and targeted interventions
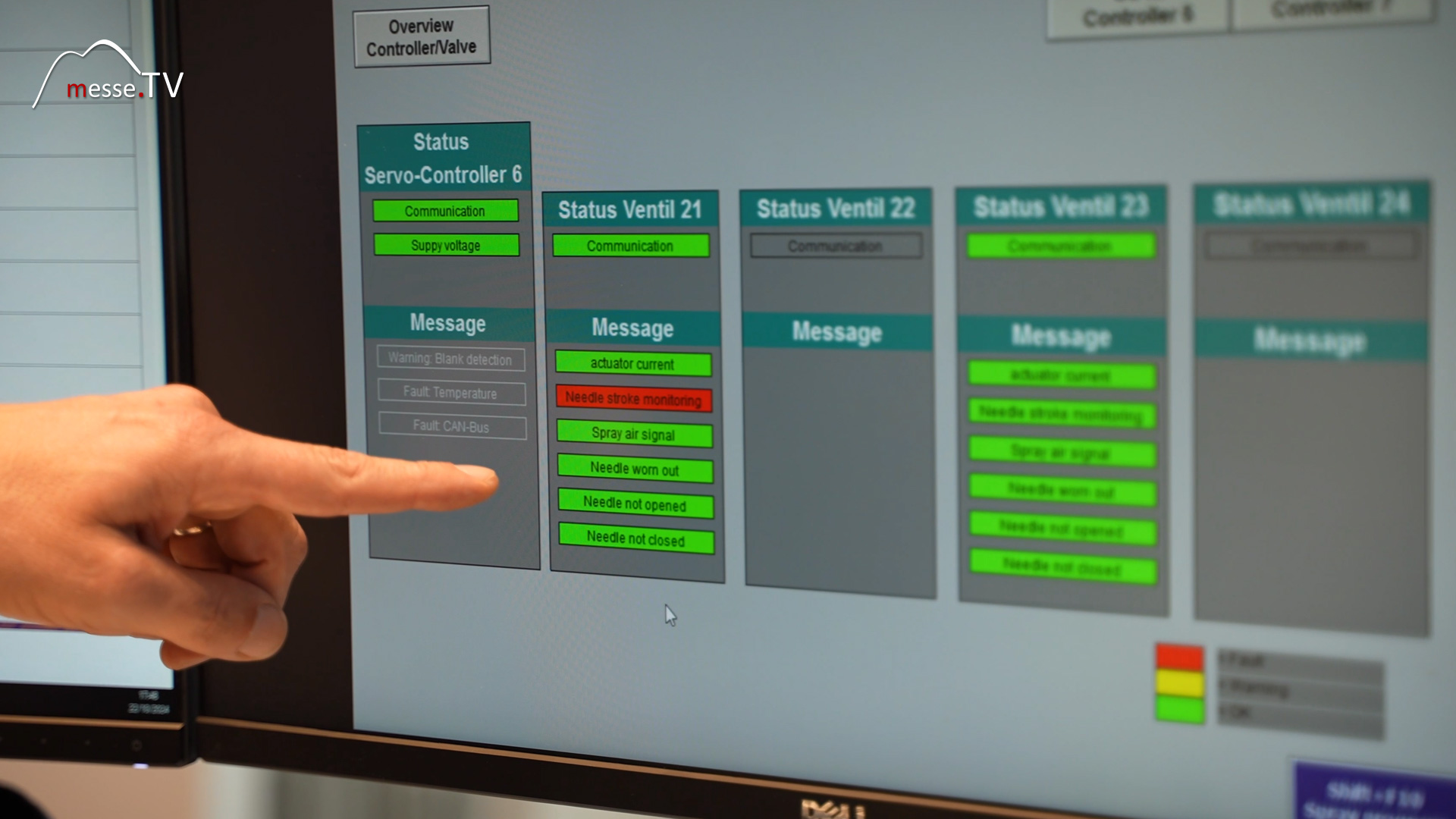
A key advantage lies in the immediate diagnosis. If a fault is detected, the operator can respond in a targeted manner. The system indicates exactly which valve is affected and what the deviation is. In the example shown, a fault is identified in valve 21. The spray needle is not operating within the intended range, resulting in too much lubricant being applied. This information enables immediate action to be taken – such as replacing the valve or adjusting the setting. The alternative would be a time-consuming manual inspection of the entire system. The integrated monitoring significantly reduces this effort.
Voice coil and magnetic control of dosing
A key technical aspect lies in the drive mechanism of the spray needle. Amtec relies on a solution without conventional mechanical actuation. Instead, a magnetic linear actuator is used, known as a voice coil. This design allows for particularly precise control. The movement of the spray needle is low-contact and can be finely adjusted. At the same time, mechanical wear is reduced, as fewer components interact directly with one another. This makes the dosing of the lubricant not only more stable but also quicker to adjust. This flexibility is crucial, particularly when dealing with changing components or complex geometries.
Integration within the press line
Amtec’s lubricator demonstrates how an established process step can be further developed. The actual task – the application of lubricant – remains unchanged. What is new is the consistent integration of monitoring and diagnostics. This makes the machine an active component of process control. It supplies not only material but also information. This combination increases operational safety and enables more precise control of the entire forming line. In practice, this means one thing above all: less uncertainty. The operator knows whether the coating meets the requirements. Deviations are not only visible in the finished component, but are detected directly during the process. This fundamentally changes the role of the oiling unit. It is no longer just an upstream unit, but a system that makes quality measurable and influences it in a targeted manner.












Trade fair reporting Germany - Trade fair knowledge, dates & events