Pulverpressen in Präzision für Keramik und Hartmetall
von Andreas Bergmeier - 2026-04-16Wer Bauteile aus Keramik, Hartmetall oder anderen pulverförmigen Werkstoffen herstellt, arbeitet an einer heiklen Schnittstelle zwischen Materialverhalten, Werkzeugtechnik und Prozesssicherheit. Schon geringe Abweichungen können später im Sinterprozess sichtbar werden oder zu Ausschuss führen.
An diesem Punkt setzt die hier vorgestellte Pressentechnik an: Sie bringt Pulver direkt in eine finale Form, bevor der nächste thermische Schritt folgt. Damit wird nicht nur der Herstellungsprozess effizienter, sondern auch die Reproduzierbarkeit deutlich wichtiger. Die gezeigte Anlage ist auf ein Umfeld ausgelegt, in dem Präzision nicht als Zusatz, sondern als Grundbedingung verstanden wird. Gefordert sind stabile Prozesse, eine klare Bedienlogik und genügend Flexibilität für unterschiedliche Werkstoffe und Geometrien. Das gilt für große Werkzeughersteller ebenso wie für kleinere Spezialisten, die technische Teile in kleinen oder mittleren Serien fertigen.

Osterwalder und die MP Neo als modulare Pulverpresse
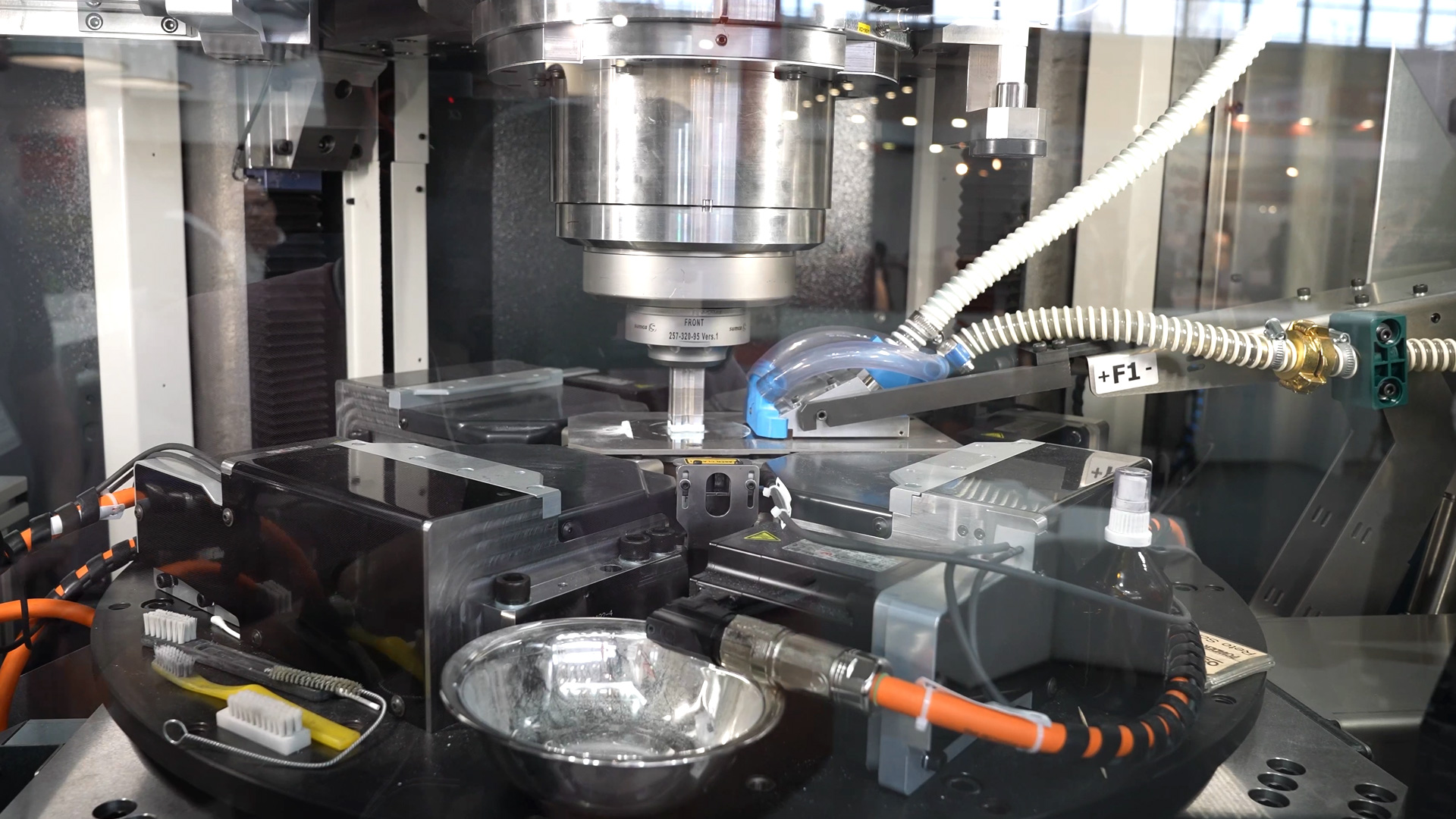
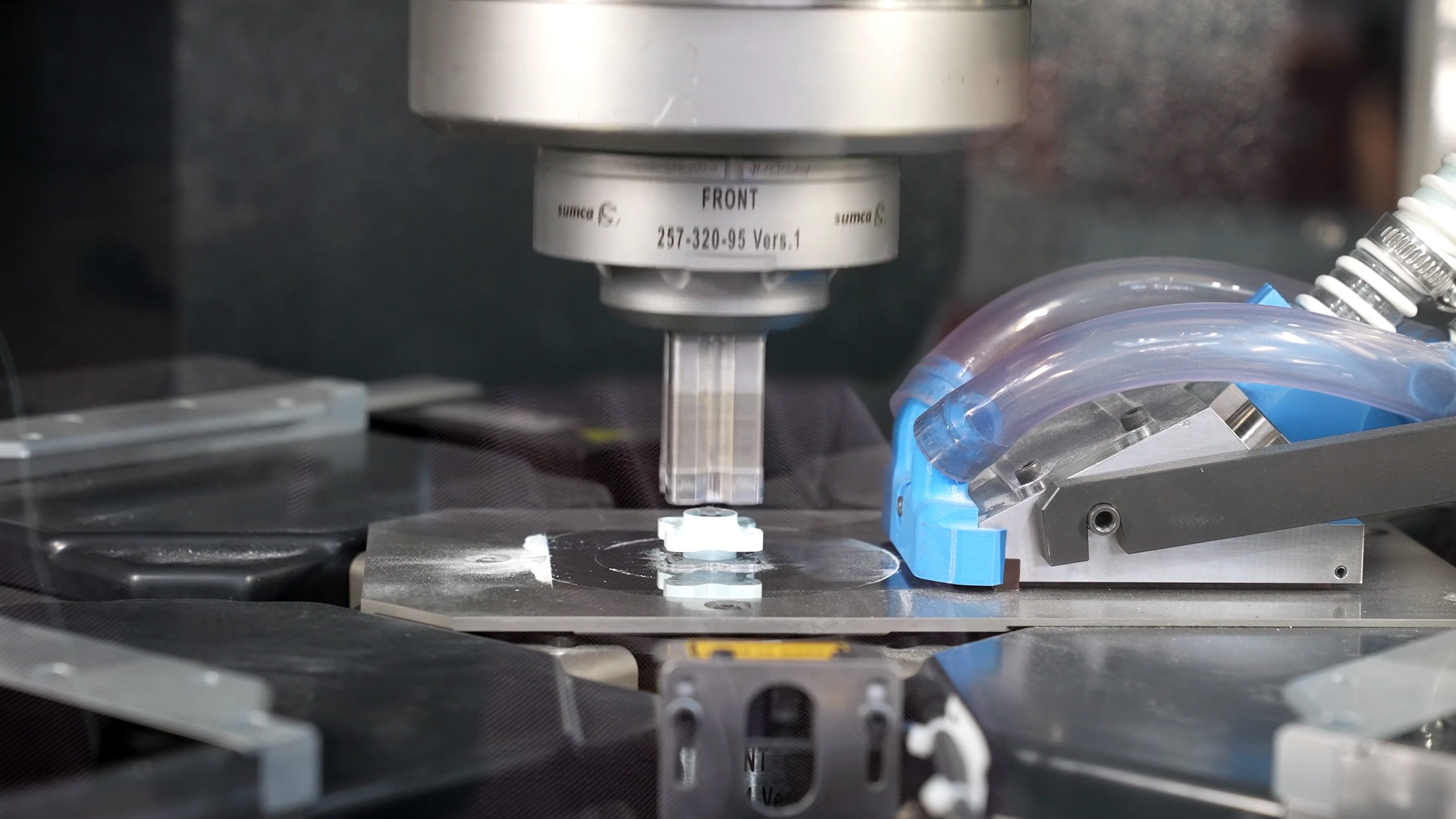
Osterwalder zeigt mit der MP Neo eine Presse, deren Grundidee bereits im Namen steckt: mehr Platten, neue Generation. Gemeint ist damit ein Aufbau mit zwei oberen und zwei unteren Werkzeugen beziehungsweise Platten. Auf dieser Basis wird Keramikpulver direkt in die spätere Endform gepresst. Nach dem Pressen wird das Teil entnommen, abgelegt und anschließend gesintert. Dieses Sintern ist der thermische Schritt im Ofen, bei dem sich das Material unter hoher Temperatur verfestigt. Auffällig ist der konstruktive Ansatz der Maschine. Der Einbauraum fällt groß aus, das Arbeitsumfeld wirkt nicht beengt, und genau das ist im Produktionsalltag mehr als ein Komfortmerkmal. Wo Werkzeuge eingerichtet, gewechselt oder justiert werden, entscheidet Platz oft mit über Zugänglichkeit, Wartungsaufwand und Rüstzeit. Die Anlage ist zudem modular aufgebaut. Sie kann von der Seite pressen, ebenso von oben und unten. Damit eröffnet sie unterschiedliche Konfigurationen für Bauteile, die sich nicht mit einem einzigen Standardprozess wirtschaftlich herstellen lassen. Gerade in der Pulvermetallurgie und in der technischen Keramik ist diese Variabilität entscheidend. Denn die Anforderungen an Formgebung, Dichteverteilung und Prozessstabilität unterscheiden sich je nach Material und späterem Einsatz erheblich. Eine Presse, die nicht auf einen einzigen Ablauf festgelegt ist, lässt sich deshalb in sehr verschiedene Produktionsumgebungen integrieren.

Typische Anwendungen von Keramik bis Eisenpulver
Die genannten Kunden zeigen, wie breit das Einsatzfeld angelegt ist. Genannt werden Werkzeughersteller wie Sandweg, Seco, Kennametal und Ceratizit. Dazu kommen kleinere Unternehmen, die spezielle Teile aus Keramik, Hartmetall oder Eisenpulver fertigen. Im Kern richtet sich das System an alle Anwendungen, bei denen Ausgangsmaterial in Pulverform vorliegt. Das ist technologisch interessant, weil sich daraus kein enges Nischenprofil ergibt, sondern ein offenes Einsatzspektrum. Pulverförmige Werkstoffe spielen in zahlreichen Industrien eine Rolle – von Schneidwerkzeugen über verschleißfeste Komponenten bis hin zu technisch anspruchsvollen Spezialteilen. Entscheidend ist dabei weniger das einzelne Bauteil als die Fähigkeit der Presse, unterschiedliche Materialien kontrolliert und wiederholbar in Form zu bringen. Hinzu kommt, dass die Pulververarbeitung immer häufiger mit steigenden Erwartungen an Materialvielfalt verbunden ist. Nicht nur klassische Keramik oder bekannte Hartmetallmischungen stehen im Fokus. Die Perspektive reicht weiter: Künftig werden auch Werkstoffe relevant, an die heute in der Serienfertigung womöglich noch kaum gedacht wird. Die Offenheit gegenüber neuen Pulvern ist deshalb kein Nebenaspekt, sondern Teil der strategischen Ausrichtung solcher Maschinen.

Bedienerführung und Dashboard gegen Ausschuss
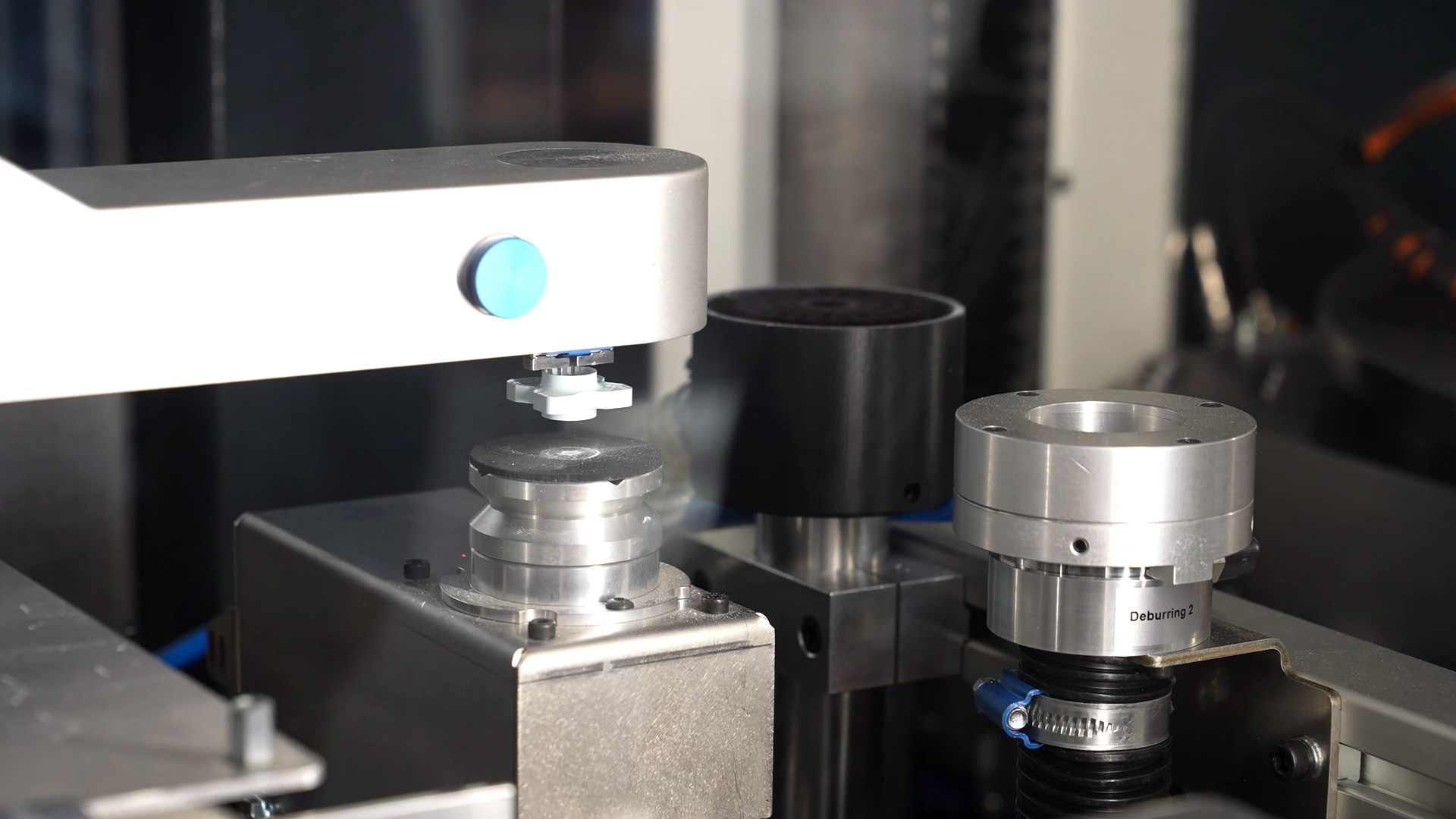
Ein bemerkenswerter Punkt der Anlage ist die Bedienunterstützung. Die Maschine verfügt über eine Bedienerführung, die den Anwender Schritt für Schritt durch den Prozess leitet. Das klingt zunächst nach einer ergonomischen Verbesserung, hat aber unmittelbare Folgen für die Fertigung. Wo die Maschine klar anzeigt, welcher Schritt als Nächstes erforderlich ist, sinkt die Wahrscheinlichkeit von Bedienfehlern. Das betrifft nicht nur die Presse selbst, sondern auch das Handling rund um den Prozess. Ergänzt wird das durch ein digitales Dashboard, das den Status der Anlage sichtbar macht. Solche Übersichten gewinnen in der industriellen Praxis an Gewicht, weil sie nicht nur Daten anzeigen, sondern Entscheidungen beschleunigen. Wer sofort erkennt, in welchem Zustand sich die Anlage befindet, kann Eingriffe besser planen, Stillstände schneller bewerten und Störungen früher einordnen. Der eigentliche Nutzen liegt jedoch noch tiefer: bessere Bedienbarkeit soll die Herstellung vereinfachen und den Ausschuss reduzieren. Genau das wird als Entwicklungsrichtung ausdrücklich benannt. In einer Fertigung, in der Werkzeuge, Pulververhalten und Positioniergenauigkeit eng zusammenhängen, ist Ausschuss nicht bloß ein Qualitätsproblem. Er kostet Material, Zeit und Kapazität. Eine Presse, die den Bediener wirksam unterstützt, verbessert deshalb nicht nur die Handhabung, sondern auch die Wirtschaftlichkeit.


Wachsende Präzision als Maßstab der nächsten Generation
Die technischen Anforderungen steigen weiter. Bereits heute bewegt sich die Bearbeitung im Mikrometerbereich, also im Tausendstel Millimeter. Das zeigt, wie eng die Toleranzen inzwischen gefasst sind. Gleichzeitig nehmen die Kräfte zu – abhängig davon, welche Teile produziert werden und wie exakt in Position gepresst werden muss. Präzision ist hier also kein isolierter Wert, sondern das Ergebnis aus Mechanik, Steuerung, Werkzeugauslegung und Prozessbeherrschung. Daraus ergibt sich auch die Richtung der Weiterentwicklung. Künftige Maschinen müssen noch besser bedienbar sein, zugleich aber mehr Materialien verarbeiten können. Die Industrie verlangt also beides: mehr Offenheit im Materialeinsatz und höhere Genauigkeit im Prozess. Diese Kombination ist anspruchsvoll, weil neue Pulver oft neue Eigenschaften mitbringen – beim Fließverhalten, bei der Verdichtung oder beim späteren Verhalten im Ofen. Osterwalder positioniert seine Technik damit in einem Feld, das nicht auf spektakuläre Einzelmerkmale angewiesen ist, sondern auf belastbare industrielle Argumente. Modularität, Platz im Einbauraum, Unterstützung für den Bediener, digitale Übersicht und hohe Präzision greifen hier ineinander. Die MP Neo steht damit für eine Entwicklung, die in vielen Fertigungsbereichen zu beobachten ist: Maschinen werden nicht nur leistungsfähiger, sondern vor allem anpassungsfähiger und sicherer im täglichen Einsatz. Genau das dürfte darüber entscheiden, wie gut sie den nächsten Schritt in der Pulververarbeitung mitgehen können.



Messe-Berichterstattung bundesweit - Messewissen, Termine & Veranstaltungen